Proizvodna linija reliefnih kovinskih kompozitnih zunanjih plošč

Kratek opis:
Proizvodna linija reliefnih kovinskih kompozitnih zunanjih plošč je proizvodnja novih, okolju prijaznih lahkih gradbenih materialov, ki so trenutno priljubljeni v svetu.in dekorativne stenske plošče na osnovi poliuretanske pene.Lahko proizvaja ognjevarne toplotnoizolacijske dekorativne stenske plošče z jekleno ploščo na površini.poliuretan na sredini.in aluminijasto folijo ali jekleno ploščo na dnu.
Podrobnosti o izdelku
Oznake izdelkov
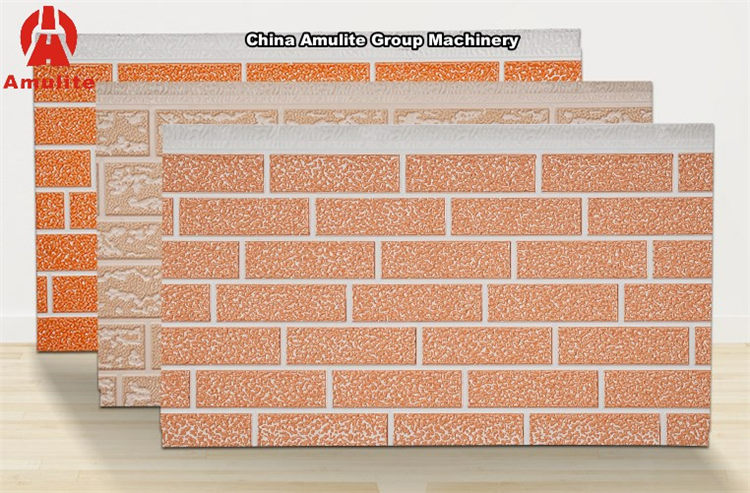
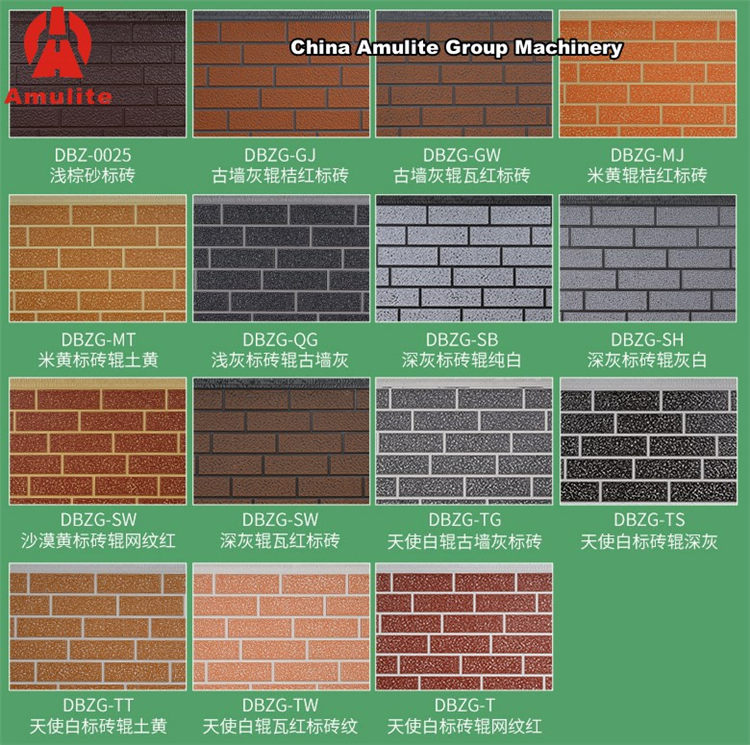
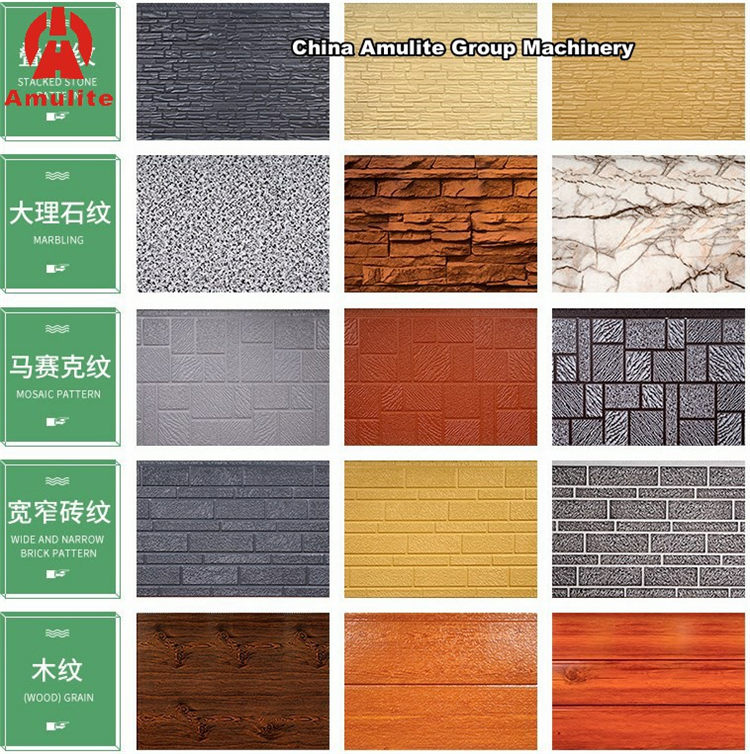
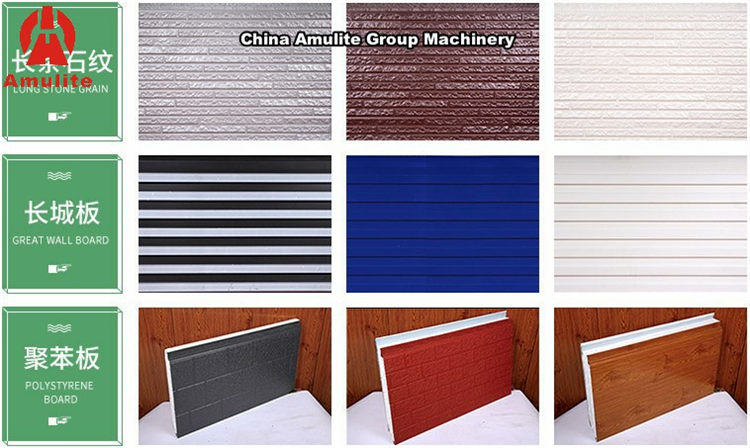
1. Predstavitev stenske plošče
Proizvodna linija reliefnih kovinskih kompozitnih zunanjih plošč je proizvodnja novih, okolju prijaznih lahkih gradbenih materialov, ki so trenutno priljubljeni v svetu.in dekorativne stenske plošče na osnovi poliuretanske pene.Lahko proizvaja ognjevarne toplotnoizolacijske dekorativne stenske plošče z jekleno ploščo na površini.poliuretan na sredini.in aluminijasto folijo ali jekleno ploščo na dnu. Glavna področja uporabe izdelkov: obnova starih objektov.luksuzna vila stanovanja.vile.hoteli.lahke jeklene konstrukcije.mobilne hišice.kmečke hiše.velika nakupovalna središča.notranje in zunanje stene tovarn.itd.

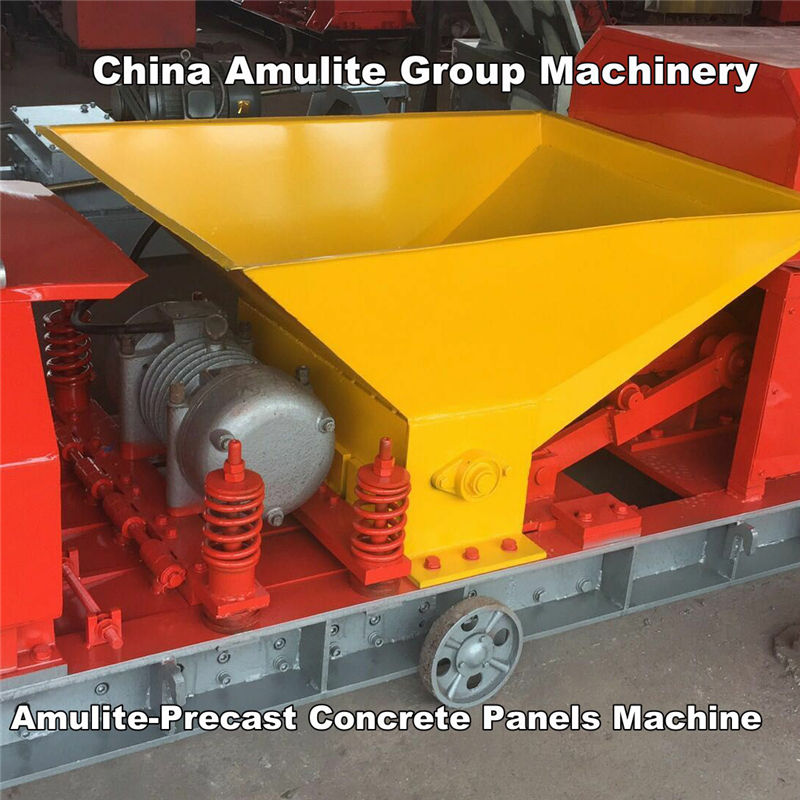
2. Sestava opreme
Proizvodna linija reliefnih kovinskih kompozitnih zunanjih plošč Glavni odvijalec→ Stroj za vtiskovanje→ Stroj za izravnavo→ Stroj za stransko oblikovanje→ Grelna ploščad→ Stroj za brizganje AB pene→ Stroj za laminiranje aluminijaste verižne plošče→ Odrez plošče za žago→ Barvanje→ Pakiranje itd.
3. Glavni tehnični parametri proizvodne linije reliefnih kovinskih kompozitnih zunanjih plošč
Specifikacija stenske plošče: A.380 × 16 mm B. (380-500) × (30-40) mm
Hitrost proizvodnje: 4-10m/min
Dolžina dvojnega gosenika iz aluminijeve zlitine: 18–24 m
Skupna moč opreme: približno 60 kW
Zmogljivost proizvodne linije: približno 1. 000. 000 kvadratnih metrov.

4. Proizvodna linija reliefnih kovinskih kompozitnih zunanjih plošč Predstavitev strukture in funkcije enote
Ⅰ.Odvijalec
Funkcija: Uporablja se za odvijanje in vtiskovanje jeklenih tuljav
Vrsta konstrukcije: varilni okvir iz jeklenega profila.Bočni premik se izvaja s hidravličnim cilindrom.Preprečite odstopanje materiala tuljave.Odvijanje sprejme pasivni tip.Ima pnevmatsko zavoro za nadzor napetosti.

Ⅱ.Stroj za vtiskovanje
Funkcija: glede na različne vzorce stenske plošče.Dva nasprotna kovinska valja za vtiskovanje se uporabljata za stiskanje različnih vzorcev barvnega jekla.
Ⅲ.Stroj za penjenje:
Nizkotlačni stroj za kontinuirano penjenje tipa BLC(R) ali visokotlačni stroj za penjenje PH(R/F).Uporabite 1 rezervoar za smolo (A).1个Rezervoar za utrjevalno sredstvo (B);Dve dozirni enoti črpalke poganjata neodvisna motorja s spremenljivo frekvenco.Izhodni pretok dozirne črpalke je nadzorovan s spreminjanjem hitrosti dozirne črpalke。Končno.Komponente so zmešane v skladu z zahtevanim razmerjem in enakomerno razpršene med spodnjimi jeklenimi ploščami ali drugimi podlagami.

Ⅳ.Stroj za oblikovanje
Funkcija: Oblika reliefnega barvnega jekla je bila obdelana s prirobnico z več kolesi.
Ⅴ.Laminator
Funkcija: Popolno spletno penjenje in oblikovanje poliuretana; Enota verižne plošče je sestavljena iz pogonskega motorja.Verižno kolo.Verižna plošča iz aluminijeve zlitine.Zatična gred in kotalni ležaj.Z uporabo metode ogrevanja električne grelne cevi;Lahko hitro segreje stroj z dvojnim pasom na zahtevano temperaturo za proizvodnjo。Ko temperatura doseže prednastavljeno vrednost.Električno ogrevanje je mogoče vklopiti ali izklopiti glede na dejansko stanje.
Ⅵ.Žaga s fiksno dolžino
Funkcija: žaganje oblikovane plošče glede na nastavljeno velikost.
Funkcija: osnova.Trup in zgornji premični okvir sprejmeta strukturo za varjenje jekla in pločevine.Povezan z linearno vodilno tirnico.Montažna površina vodilne tirnice je končana.Zagotovite natančno namestitev; Motor žage je nameščen na zgornjem gibljivem okvirju.Premični okvir poganja motor z reduktorjem.Bočno gibanje; Vpenjalna naprava je nameščena na telesu.Sestavljen je iz zračnega cilindra in stiskalnega bloka; Naprava za ponastavitev je sestavljena iz cilindra in puferske naprave; Ko plošča doseže nastavljeno dolžino.Vpenjalni valj potisne vpenjalni blok navzdol.In ponastavitveni valj potisne telo, da se premakne s ploščo;Ob istem času.Motor za žaganje se zažene.In redukcijski motor poganja zgornji gibljivi okvir, da se premika vodoravno.Da se izvede prečno rezanje plošče;Po končanem rezanju.Vpenjalna naprava je dvignjena.In ponastavitveni valj žene telo, da se vrne na prvotno točko za ponastavitev.
5. Avtomatsko krmiljenje proizvodne linije reliefnih kovinskih kompozitnih zunanjih plošč
Samodejni nadzorni sistem je razdeljen na štiri dele: nadzor območja odvijanja in vtiskovanja.Nadzor področja oblikovanja in laminacije.Nadzor območja penjenja in nadzor območja žaganja.Skupna moč je približno 60 kW; ogrevalna ploščad je približno 30 kW.Celoten krmilni sistem je sestavljen iz programabilnega krmilnika.Testno stikalo.Gonilnik pretvornika Delta in druge komponente.Z vnosom parametrov zaslona na dotik in delovanjem sodelovanja gumbov.Uresničite avtomatizirano proizvodnjo proizvodne linije.Njegovo delovanje je zanesljivo in stabilno.In delovanje je preprosto in enostavno.