





Amulite avtomatska proizvodna linija blokov AAC






Kratek opis:
Podrobnosti o izdelku
Oznake izdelkov

Kaj je blok AAC?
Koncept bloka AAC: Blok AAC temelji na silikatnih materialih (pesek, leteči pepel, materiali, ki vsebujejo silicijev dioksid itd.) in apnenčastih materialih (apno, cement) kot glavnih surovinah, pomešanih s sredstvi za pridobivanje zraka (aluminijev prah) ,Po postopku Doziranje surovin, Mešanje gnojevke, Vlivanje, Predhodno utrjevanje, Rezanje, Avtoklav, Postopek utrjevanja in pakiranje za proizvodnjo končnih izdelkov iz AAC blokov; Imenuje se porobeton, ker vsebuje veliko število enotnih in majhnih por po Je prezračen.
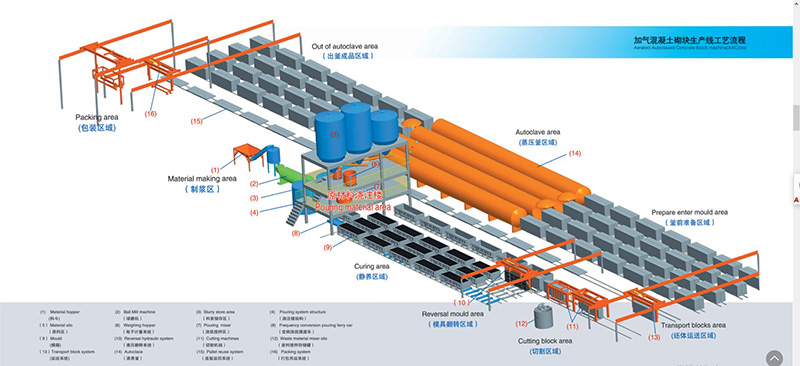
 Kakšen je postopek za proizvodnjo izdelkov v bloku AAC?
Kakšen je postopek za proizvodnjo izdelkov v bloku AAC?
1) : Merjenje vseh surovin in mešana gnojevka;
2) : Gnojevka vstopi v sistem za vlivanje, po mešanju nato vlije v škatlo za kalupe;
3) : notranja škatla kalupa (ojačitev plošče), po določeni temperaturi in času pred utrjevanjem;
4) : Ko mokra plošča doseže določeno trdoto, bodo škatla in plošče z obračalnim žerjavom dvignjene na stroj za rezanje in obračalni žerjav opravi naslednjo funkcijo:
5) : A: Je obrniti škatlo za kalupe za 90 stopinj v zraku (ena stran škatle za kalupe postane podporna plošča vozička za ohišje mokre plošče, dokler se postopek avtoklava ne konča),
6) :B :Je za dvigovanje na voziček ali okvir za podporo rezanju, da popolnoma odprete kalup;C:Ogrodje kalupa za vzlet in stranska plošča povratnega avtoklava se po čiščenju, razpršenju z oljem in ponovnem vnosu ponovno združita v škatlo za kalup. Nalivanje ;
7) : Telo mokre plošče se na stroju za rezanje razreže v šestih korakih: 1: Najprej navpično odreže obe strani telesa plošče; 2: Nato reže vzdolžno in vodoravno;
8) : končno reže vodoravno vodoravno ali rezanje z nožem;
9) : Telo rezane plošče se dvigne iz žerjava polizdelka skupaj s spodnjo ploščo na voziček avtoklava;
10) : nato združeni v avtoklav za strjevanje pri visoki temperaturi in visokem tlaku;
11) : Po strjevanju vodnjaka v avtoklavu bo voziček odstranjen in zapuščen iz avtoklava;
12) : Končni izdelki so zloženi ali naloženi na tovornjak z žerjavom za gostovanje končnih izdelkov, dobro zapakirani;
13) : Stranska plošča za strjevanje v avtoklavu je vrnjena;
O glavnih surovinah Uvod
Proizvodnja bloka AAC je bogata s surovinami, zlasti z uporabo letečega pepela kot surovine, ki ne more le celovito uporabiti ostankov industrijskih odpadkov, obdelati okoljskega onesnaževanja in ne poškodovati kmetijskih zemljišč, ampak tudi ustvariti dobre socialne in gospodarske koristi, temveč Je dober nadomestek za tradicionalne masivne glinene opeke. Vlada, nepremičninsko podjetje, gradbena ekipa so močno pozdravili dobre obetavne zidne izdelke in vlada je oblikovala davčno politiko, podporo politiki varstva okolja, lahko predvidimo široke možnosti za razvoj trga;
1. Elektroleteči pepel/kremenčev pesek
Elektroleteči pepel/kremenčev pesek je glavna osnovna surovina izdelka iz blokov AAC in je glavni vir silicijevih in aluminijastih komponent porobetona;
2. Cement
Cement je glavni vir trdnosti AAC bloka, zagotavlja glavne apnenčaste materiale za AAC blok, Cement, primeren za proizvodnjo AAC bloka, je treba izbrati predvsem glede na vrsto in razred cementa; v proizvodnji je navadni portlandski cement razreda 52,5 Najprej je treba izbrati cement. Na splošno je za zmanjšanje proizvodnih stroškov mogoče uporabiti tudi navaden portlandski cement razreda 42,5;
3. Apno
Apno je tudi ena od glavnih surovin za proizvodnjo AAC blokov. Njegova glavna funkcija je sodelovanje s cementom za zagotavljanje učinkovitega kalcijevega oksida, tako da lahko sodeluje s SIO2 in Al203 v silikatnih materialih v hidrotermalnih pogojih za proizvodnjo silicijevega hidrata kalcija Kislina. Zato je apno eden glavnih virov trdnosti AAC bloka. Učinkovita vsebnost kalcijevega oksida v apnu, ki se uporablja za proizvodnjo AAC bloka, mora biti višja od 65 %, po možnosti višja od 80 %.
4. Mavec
Sadra je regulator procesa evolucije zraka v proizvodnji blokov AAC. Regulacijski učinek sadre se odraža predvsem v zakasnitvi prebave živega apna in hitrosti zgoščevanja gnojevke. Glavna kemična sestavina sadre je CASO4; obstajajo tri vrste sadre na Trg; surov mavec, anhidrit in pariški mavec. Poleg tega se odpadna sadra proizvaja tudi v procesu kemične proizvodnje. Kot je fosfogips iz proizvodnje fosfatnih gnojil, fluorogips iz proizvodnje fluorovih kemikalij in sadra iz proizvodnje titana Dioksid. Ta sadra je poceni in lahko nadomesti naravno sadro ter zmanjša proizvodne stroške;
5. Sredstvo za ustvarjanje zraka
Blok AAC mora imeti sredstvo za ustvarjanje zraka, ki ustvarja pore v bloku, da tvori lahkotno porozno strukturo;
6. Stabilizator pene
Po plinih, ki ustvarjajo zrak, je zaradi tanke stene peno enostavno zlomiti in uničiti pod vplivom različnih pogojev, kar vpliva na kakovost betona. Zato je potrebno dodati stabilizator pene Gnojnica.
Proces produkcije
1) : Skladiščenje in dobava surovin za blok AAC
Surovine se v tovarno prevažajo z avtomobili, muha (pesek, kamen v prahu) pa se koncentrira na skladišču surovin, in ko se uporabi, se transportira v lijak. Cement v vrečah ali cement v razsutem stanju je shranjen v skladišču cementa. Ko Med uporabo se naloži in transportira v zalogovnik. Kemikalije, aluminijev prah itd. se dajo v skladišče kemikalij in aluminijevega prahu, oziroma jih prenesejo v proizvodno delavnico, ko se uporabljajo.
2) ![]() predelava surovin za AAC bloke
predelava surovin za AAC bloke
Elektromagnetni pepel (ali pesek, kamen v prahu) se prek elektromagnetnega vibrirajočega podajalnika in transportnega traku pošlje v kroglični mlin, zmlet leteči pepel (ali pesek, kamen v prahu) pa se pošlje v rezervoar za gnojevko za shranjevanje s črpalko za elektrofiltrski pepel.
Apno se pošlje v čeljustni drobilnik z elektromagnetnim vibrirajočim podajalnikom in tračnim transporterjem za drobljenje. Zdrobljeno apno se z vedričnim dvigalom prenese v rezervoar za shranjevanje apna, nato pa se z vijačnim transporterjem pošlje v kroglični mlin. Polžni transporter in Dvigalo vedra se dovaja v rezervoar za doziranje prahu. Ko so kemikalije ročno izmerjene v določenem deležu, se pripravi raztopina določene koncentracije in pošlje v skladiščni rezervoar za shranjevanje.
Aluminijev prah se prenese iz skladišča aluminijevega prahu v proizvodno delavnico in se z električnim dvigalom dvigne v drugo nadstropje dozirne zgradbe. Vlijemo v mešalnik, da kvantitativno dodamo vodo, in jo vmešamo v suspenzijo aluminijevega prahu.
3) : Mešanje gnojevke in vlivanje AAC blokov;
Apno in cement se zaporedno pošiljata na avtomatsko tehtnico s pomočjo vijačnega transporterja pod rezervoarjem za doziranje prahu za kumulativno merjenje. Pod tehtnico je vijačni transporter za enakomerno dodajanje materialov v mešalnik za vlivanje.
Elektrofiltrski pepel (ali pesek, kamen v prahu) in odpadno gnojevko se dajo v merilni valj za merjenje. Ko so različni materiali izmerjeni, je kalup na mestu in se gnojevka lahko premeša. Gnojevka mora ustrezati zahtevam postopka (približno 45 ℃) Pred vlivanjem. Če temperatura ni zadostna, se lahko v rezervoarju za odmerjanje gnojevke izvede ogrevanje avtoklava in suspenzija aluminijevega prahu se lahko doda 0,5–1 minuto pred vlivanjem materialov;
4) : Predhodno strjevanje in rezanje blokov AAC
Po vlivanju se škatla s kalupi potisne v začetno sobo za strjevanje s transportno verigo za uplinjanje in začetno nastavitev. Sobna temperatura je 50 ~ 70 ℃, začetni čas strjevanja pa je 1,5-2 uri (glede na ugodne geografske razmere, to Postopek je mogoče odpraviti). Uporabite dvigalo z negativnim tlakom, da dvignete okvir kalupa in telo mokrega bloka na rezalno mizo, kjer je vnaprej nameščena spodnja plošča vozička za avtoklav. Snemite okvir kalupa. Rezalni stroj prečno reže. ,Vzdolžno reže in rezka mokri blok.Okvir kalupa se dvigne nazaj na tovornjak za kalupe za čiščenje in razmaščevanje, nato pa se dvigne na tovornjak za kalupe za naslednje ulivanje. Telo odrezanega bloka in spodnja plošča avtoklava sta z žerjavom dvignjena na voziček za avtoklav in postavljena na Dve nadstropji. Med nadstropji so štiri podpore in več vozičkov za avtoklave je združenih skupaj.
Odpadni materiali na robovih in vogalih telesa mokrega bloka, ki nastanejo med rezanjem, se z vijačnim transporterjem pošljejo v mešalo za odpadno gnojevko poleg rezalnega stroja, doda pa se voda, da se naredi odpadna gnojevka za uporabo v serijah.
5) : Avtoklavirani blok AAC in končni izdelek.
Ko je ohišje sestavljeno na parkirni liniji pred avtoklavom, odprite vrata avtoklava, ki gredo ven iz avtoklava, najprej z dvigalom izvlecite dokončan voziček za avtoklav v avtoklavu, nato pa povlecite voziček za avtoklav. V avtoklav z dvigalom. Avtoklav se vzdržuje. Končni izdelki na vozičku avtoklava se dvignejo v skladišče končnih izdelkov z mostnim žerjavom in se nato prepeljejo na dvorišče končnih izdelkov z viličarjem. Prazen voziček avtoklava in dno Plošča avtoklava, ki teče, se dvigne nazaj na povratni vod vozička, zlagalnik pa po čiščenju potegne nazaj z dvigalom. Pojdite na naslednji cikel.
Razstava proizvodne opreme
1): Oddelek za mletje materiala in izdelavo gnojevke
| Tradicionalni postopek nadzora gostote gnojevke ni strog. Gostota protoplazme je pogosto z umetnimi meritvami. Napaka je večja. Za nadzor na podlagi izkušenj se uporablja osnovna gostota plazme v obtoku. Torej v proizvodnji visokokakovostnih izdelkov majhne količine .Kvalificirana stopnja in kakovost izdelka nista idealni. Gostota amulita z uporabo najnovejše metode merjenja cevovoda ima naslednje prednosti1. Gnojevka kroži med rezervoarjem in denzimetrom, podatki o gostoti gnojevke se merijo s cevovodom za gostoto v pravem apnu in povratnimi informacijami v centralno kontrolno sobo. Da bi prilagodili vodno razmerje pri pridobivanju celuloze v krogličnem mlinu in polnjenju Rezervoarja za gnojevko. Namen neprekinjenega popravljanja gostote v realnem času je dosežen:2. Cev za merjenje gostote mora izmeriti koncentracijo vse gnojevke. Izmerite natančnost brez napake. In nato sperite celotno cev po prestavitvi, da zagotovite natančnost naslednje meritve. |  | |||
 | ||||
| Stroj za izdelavo gnojevke letečega pepela | Mešalnik za shranjevanje gnojevke | Materialna lestvica | Sistem za prelivanje | |
| 2): Oddelek za obračanje in rezanje | ||||
 Glavne značilnosti rezalnega stroja Amulite1) : Enostavno strukturiran, priročen za namestitev in vzdrževanje;2) : Pritrjen na tla, ki ga poganja planetni reduktor, med navpičnim rezanjem rezalni stroj izvaja ekscentrično in nihajoče rezanje, kar poveča učinkovitost rezanja. Zaradi tega je bolj priročno spreminjati velikost rezanja. Glavne značilnosti rezalnega stroja Amulite1) : Enostavno strukturiran, priročen za namestitev in vzdrževanje;2) : Pritrjen na tla, ki ga poganja planetni reduktor, med navpičnim rezanjem rezalni stroj izvaja ekscentrično in nihajoče rezanje, kar poveča učinkovitost rezanja. Zaradi tega je bolj priročno spreminjati velikost rezanja. 3) : Absorbirajoča nemška tehnologija, dodan vakuumski aspirator, ta stroj za rezanje se lahko zlahka znebi zgornjih odpadnih materialov, ne da bi uničil kateri koli del dokončanih blokov, in zagotavlja uspešnost izdelkov; 4) : S 6-stranskim rezanjem celotnega bloka se stopnja uspešnosti izdelka poveča, ker sprememba kalupov ne bo več vplivala na kakovost končnih izdelkov. 5) : Visoka hrapavost površine končnih blokov je ugodna za delovanje in gradnjo stavb. 6) : S tehnologijo numeričnega krmiljenja položaja ta stroj zmanjša tresenje v procesu struženja, premikanja, rezanja in transporta. Poleg tega ga je mogoče na zahtevo naročnika nadgraditi v nadzorni sistem PLC, da se poveča stopnja uspešnosti izdelka. | ||||
 | ||||
| Hidravlično frekvenčno pretvorbo žerjava | Horizontalni rezalni stroj | |||
| 1) : Žerjav s hidravličnim pretvornikom frekvence obrne škatlo kalupa z blokom v 90-stopinjski obrat, postavi ga na voziček za vlečenje bloka za pretvorbo frekvence in obdela postopek odstranjevanja kalupa;2) : Voziček za vlečenje blokov s pretvorbo frekvence vleče blok do rezalnega stroja, da ga razrežejo. Prenosni žerjav reorganizira, očisti in polira škatle za kalupe in palete, da jih pripravi za ponovno uporabo. | Obračalni žerjav obrne kalup za 90 stopinj, ga odstrani iz kalupa in položi celoten blok in spodnjo ploščo na voziček za vlečenje blokov. Voziček za vlečenje blokov bo vzel celoten blok v stroj za rezanje in dokončal vodoravno rezanje, luščil celoten blok z dveh strani in ločeval Odpadni materiali. | |||
   | ||||
| 3): Obrtni žerjav za odstranitev spodnjega odpadnega materiala | ||||||||||
 | To napravo je sama razvila skupina Amulite Group, da bi našim strankam pomagala v celoti rešiti težavo z odpadki spodnjih materialov.Ta naprava vključuje obračalno ploščad in žerjav, lahko odstrani zgornji in spodnji del odpadnega materiala. Ta žerjav je lahko tudi transportni žerjav za polizdelke. | |||||||||
| Transportni žerjav pred avtoklavom | Osnovna plošča | Voziček za avtoklav | ||||||||
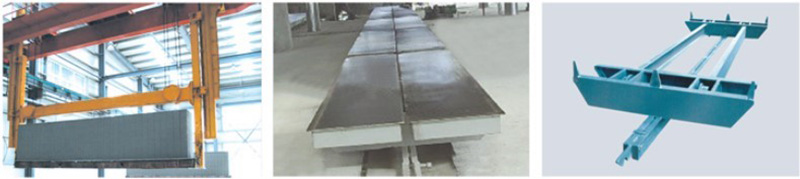 | ||||||||||
| Po rezanju prenesite blok z žerjavom na voziček za avtoklav za vstop v avtoklav. Ta naprava ima preprosto strukturo, stabilno delovanje, dobro kakovost in enostavno vzdrževanje. | Osnovna plošča, ki jo je oblikovala skupina Amulite Group, je lahko tudi stranska plošča, ni je treba spreminjati, dokler ne pride iz avtoklava. Izdelana je iz manganovega jekla in se nikoli ne deformira pod visoko temperaturo in pritiskom. | Sestavljen je iz kakovostnega profilnega jekla in ima preprosto strukturo. Zataknitev in popačenje se ne bosta zgodila v okolju za strjevanje pri visoki temperaturi in visokem pritisku. Žerjav je postavil mokri blok na voziček za strjevanje v avtoklavu in ga v avtoklav. Konzervirano do odstranitve dokončanih blokov; | ||||||||
| 4): Oprema za ravnanje s končnimi izdelki | ||||||||||
 | Običajno imajo avtoklavirani bloki in plošče včasih adhezije. Ločevalni stroj mora popolnoma ločiti adhezijske bloke brez kakršnih koli poškodb blokov, ki združujejo funkcijo tradicionalnega ločevalnega stroja in nosilca končnega izdelka. Vsaka ločevalna roka je nadzorovana neodvisno, Rešen problem ločevanja blokov in plošč na istem kalupu; oprema omogoča učinkovito in nežno obdelavo, znižanje skupnih stroškov in zagotavljanje stopnje kakovosti ob istem času. | |||||||||
| Linija za transport in pakiranje | ||||||||||
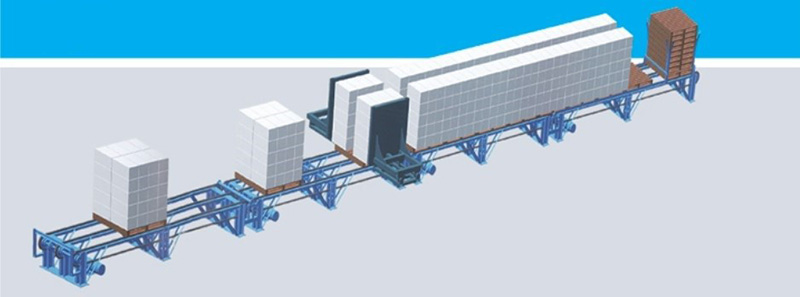 | ||||||||||
| Ta sistemska linija vključuje transportno in pakirno linijo za lesene palete, ki je v glavnem zasnovana za dokončane bloke AAC. Celotni izdelki iz kalupa bodo naenkrat premaknjeni na leseno paleto s pomočjo vpenjalne naprave za končne izdelke za nadaljnji transport, distribucijo in pakiranje naprej Ta linija. Ta stroj ima takšne značilnosti, kot so samodejna distribucija z nadzorom računalnika, natančno pozicioniranje med transportom in samodejno ločevanje naloženih lesenih palet, v tem primeru je priročno za pakiranje in pošiljanje. | ||||||||||
| 5): Razstava več strojev | ||||||||||
 Objemka za končne izdelke Objemka za končne izdelke |  Vrtljiva objemka Vrtljiva objemka | |||||||||
 | ||||||||||
| Poseben žerjav za plošče | Plug Machine | Odpri igralni avtomat | ||||||||
 | ||||||||||
| kroglični mlin | Čeljustni drobilnik | Avtoklav | Kotel | |||||||
 | ||||||||||